Узнайте, как выбрать сверло под резьбу для метчиков, включая диаметры и рекомендации. В нашей статье представлены таблицы и советы, которые помогут вам правильно подобрать сверло под резьбу М5 и других размеров. Создавайте качественные резьбовые отверстия без проблем с нашей помощью!
Чтобы определить диаметр сверла под резьбу нужны таблицы. Они есть в этой статье, а также основные правила и особенности правильной нарезки.
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).

Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.

Типы резьбы по ГОСТ-ам
Источник: http://met-all.org/obrabotka/prochie/diametr-sverla-pod-rezbu-metricheskuyu-tablitsa-razmerov.html
Как найти какое сверло под резьбу без таблицы ?
Предположим, требуется нарезать резьбу М10х1.5.
- Узнаем номинальный диаметр резьбы: 10 мм.
- Узнаем номинальный шаг резьбы: 1.5 мм
- Вычитаем из первого значения второе: 10-1.5=8.5 мм
- Результат – 8.5 мм !
Усвоив этот метод можно легко и просто выбрать правильное сверло для нарезания резьбы.
Источник: http://sverla.info/articles/diametr-sverla-pod-rezbu/
Отверстия по ГОСТ
Госстандарт был утвержден еще в СССР в 1973 году. Затем нормативы проверялись, переутверждались, но не изменились, потому что были каждый раз признаны самыми эффективными. Стандарт сочетает в себе сразу несколько документов и предназначен для нарезки различных сплавов – чугуна, стали, алюминия, меди. Он обеспечивает соблюдение размерного ряда, чтобы крепеж хорошо держался и имел максимальную износостойкость и прочность. Нормативный акт – ГОСТ 19257-73.
Источник: http://ipmet.ru/diametr-otverstiya-pod-metricheskuyu-rezbu-s-pomoshhyu-tablicy-i-bez/
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).
 Метчик (сверху) и плашка (внизу)
Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Источник: http://stroychik.ru/tools/narezka-rezby
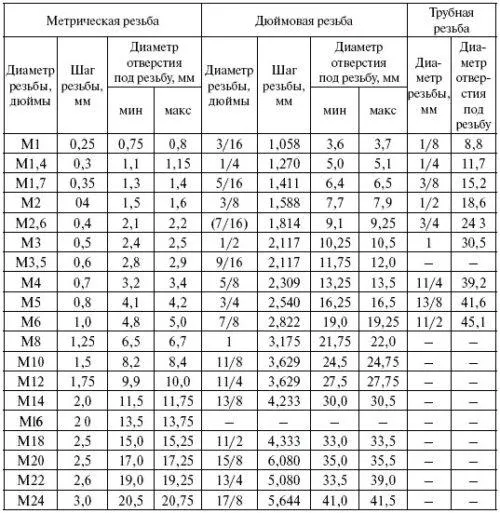
Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
Рассмотрим результаты расчетов из ГОСТ 19257-73:
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:
Купить набор винтовой резьбовой с AliExpress от 105 рублей →
Источник: http://wikimetall.ru/oborudovanie/diametr-sverla-pod-rezbu.html
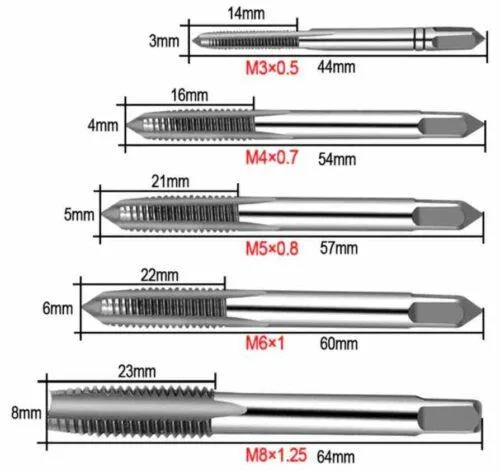
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.

Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.

Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.

Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Источник: http://met-all.org/obrabotka/prochie/diametr-sverla-pod-rezbu-metricheskuyu-tablitsa-razmerov.html
Как подобрать сверло под метчики-раскатники (бесстружечные)
 Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Выбор сверла под раскатники, которые используются для выдавливания резьбы, имеет свои особенности. Деформация металла происходит как в направлении оси отверстия, так и в противоположном. Поэтому черновое отверстие под раскатку обычно сверлится большего размера, чем под нарезку со стружкой.
Например, для нарезания М8 с шагом 1.25 нужно взять инструмент диаметром 6.8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие ⌀ 7.45 мм.
Сначала рассмотрим метрические бесстружечные метчики.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
|
М |
|
(доп. по ISO2 – 7H) |
|
|
|
|
1 |
0,25 |
*0,785 |
0,89 |
0,91 |
0,9 |
|
1,1 |
0,25 |
*0,885 |
0,99 |
1,01 |
1,0 |
|
1,2 |
0,25 |
*0,985 |
1,09 |
1,11 |
1,1 |
|
1,4 |
0,3 |
*1,142 |
1,24 |
1,27 |
1,25 |
|
1,6 |
0,35 |
*1,321 |
1,44 |
1,48 |
1,45 |
|
1,8 |
0,35 |
*1,521 |
1,66 |
1,68 |
1,67 |
|
2,0 |
0,4 |
*1,679 |
1,84 |
1,86 |
1,85 |
|
2,2 |
0,45 |
**1,838 |
2,02 |
2,04 |
2,03 |
|
2,5 |
0,45 |
*2,138 |
2,30 |
2,34 |
2,3 |
|
3 |
0,5 |
2,639 |
2,79 |
2,82 |
2,8 |
|
3,5 |
0,6 |
3,050 |
3,24 |
3,28 |
3,25 |
|
4 |
0,7 |
3,466 |
3,69 |
3,73 |
3,7 |
|
4,5 |
0,75 |
3,924 |
4,16 |
4,2 |
4,2 |
|
5 |
0,8 |
4,384 |
4,64 |
4,68 |
4,65 |
|
6 |
1 |
5,217 |
5,51 |
5,59 |
5,55 |
|
7 |
1 |
6,217 |
6,55 |
6,6 |
6,55 |
|
8 |
1,25 |
6,982 |
7,41 |
7,48 |
7,45 |
|
9 |
1,25 |
7,982 |
8,41 |
8,48 |
|
|
10 |
1,5 |
8,751 |
9,28 |
9,37 |
9,35 |
|
11 |
1,5 |
9,751 |
10,28 |
10,37 |
|
|
12 |
1,75 |
10,531 |
11,16 |
11,25 |
11,2 |
|
14 |
2 |
12,310 |
13,02 |
13,14 |
13,1 |
|
16 |
2 |
14,310 |
15,02 |
15,14 |
15,1 |
|
18 |
2,5 |
15,854 |
16,75 |
16,89 |
16,9 |
|
20 |
2,5 |
17,854 |
18,75 |
18,89 |
18,9 |



*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
|
МхШаг |
(доп. по ISO2 – 7H) |
|
|
|
|
2×0,25 |
*1,785 |
1,9 |
1,91 |
|
|
2,2×0,25 |
*1,985 |
2,1 |
2,11 |
|
|
2,3×0,25 |
*2,071 |
2,2 |
2,21 |
|
|
2,5×0,35 |
2,201 |
2,36 |
2,38 |
2,37 |
|
2,6×0,35 |
2,252 |
2,46 |
2,48 |
2,47 |
|
3×0,35 |
*2,701 |
2,87 |
2,89 |
2,88 |
|
3,5×0,35 |
*3,201 |
3,37 |
3,39 |
3,38 |
|
4×0,35 |
*3,701 |
3,87 |
3,89 |
|
|
4×0,5 |
3,639 |
3,79 |
3,82 |
3,8 |
|
5×0,5 |
4,639 |
4,79 |
4,82 |
4,8 |
|
6×0,5 |
**5,599 |
5,8 |
5,83 |
5,8 |
|
6×0,75 |
5,424 |
5,63 |
5,7 |
5,7 |
|
7×0,75 |
6,424 |
6,67 |
6,72 |
6,7 |
|
8×0,5 |
**7,599 |
7,8 |
7,83 |
|
|
8×0,75 |
7,424 |
7,67 |
7,72 |
7,7 |
|
8×1 |
7,217 |
7,51 |
7,6 |
7,55 |
|
9×0,75 |
8,424 |
8,67 |
8,72 |
8,7 |
|
9×1 |
8,217 |
8,55 |
8,6 |
8,6 |
|
10×0,5 |
**9,599 |
9,8 |
9,83 |
9,8 |
|
10×0,75 |
9,424 |
9,67 |
9,72 |
9,7 |
|
10×1 |
9,217 |
9,51 |
9,6 |
9,55 |
|
10×1,25 |
8,982 |
9,41 |
9,48 |
9,45 |
|
11×1 |
10,217 |
10,55 |
10,6 |
10,6 |
|
12×1 |
11,217 |
11,52 |
11,61 |
11,55 |
|
12×1,25 |
10,982 |
11,43 |
11,5 |
11,45 |
|
12×1,5 |
10,751 |
11,29 |
11,38 |
11,35 |
|
14×1 |
13,217 |
13,55 |
13,61 |
13,6 |
|
14×1,25 |
12,982 |
13,43 |
13,5 |
13,45 |
|
14×1,5 |
12,751 |
13,29 |
13,38 |
13,35 |
|
15×1 |
14,217 |
14,55 |
14,61 |
14,6 |
|
15×1,5 |
13,751 |
14,26 |
14,36 |
14,35 |
|
16×1 |
15,217 |
15,55 |
15,61 |
15,6 |
|
16×1,5 |
14,751 |
15,29 |
15,38 |
15,35 |
|
18×1 |
17,217 |
17,55 |
17,61 |
17,6 |
|
18×1,5 |
16,751 |
17,29 |
17,38 |
17,35 |
|
18×2 |
16,310 |
17,02 |
17,14 |
17,1 |
|
20×1 |
19,217 |
19,55 |
19,61 |
19,6 |
|
20×1,5 |
18,751 |
19,29 |
19,38 |
19,35 |
|
20×2 |
18,310 |
19,02 |
19,14 |
19,1 |
|
22×1,5 |
20,751 |
21,26 |
21,36 |
|
|
22×2 |
20,310 |
21 |
21,15 |
|
|
24×1,5 |
22,751 |
23,26 |
23,38 |
|
|
24×2 |
22,310 |
23,01 |
23,16 |
23,1 |



*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
Теперь разберем раскатники для дюймовой (трубной) резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
|
G |
Число ниток на дюйм |
|
|
|
|
|
|
G 1/16″ |
28 |
7,723 |
6,843 |
7,24 |
7,32 |
|
|
G 1/8″ |
28 |
9,728 |
8,848 |
9,24 |
9,32 |
9,25 |
|
G 1/4″ |
19 |
13,157 |
11,890 |
12,48 |
12,56 |
12,55 |
|
G 3/8″ |
19 |
16,662 |
15,395 |
15,99 |
16,06 |
16,06 |
|
G 1/2″ |
14 |
20,955 |
19,172 |
20,02 |
20,12 |
20,05 |
|
G 5/8″ |
14 |
22,911 |
21,128 |
21,97 |
22,07 |
|
|
G 3/4″ |
14 |
26,441 |
24,658 |
25,5 |
25,6 |
|
|
G 7/8″ |
14 |
30,201 |
28,418 |
29,26 |
29,36 |
|
|
G1″ |
11 |
33,249 |
30,931 |
32,05 |
32,18 |
|
|
G 1 1/8″ |
11 |
37,897 |
35,579 |
36,7 |
36,83 |
|
|
G 1 1/4″ |
11 |
41,910 |
39,592 |
40,72 |
40,84 |
|
|
G 1 3/8″ |
11 |
44,323 |
42,005 |
43,13 |
43,26 |
|
|
G 1 1/2″ |
11 |
47,803 |
45,485 |
46,61 |
46,74 |
|
|
G 1 3/4″ |
11 |
53,746 |
51,428 |
52,55 |
52,68 |
|
|
G 2″ |
11 |
59,614 |
57,296 |
58,42 |
58,55 |



Источник: http://cncmagazine.ru/polezno-znat/kak-pravilno-podobrat-sverlo-pod-rezbu-dlya-metchikov-tablicy-diametrov-i-rekomendacii/
Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах
На это рекомендовано обратить внимание!
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Источник: http://odstroy.ru/diametr-sverla-pod-rezbu-osobennosti-narezania-tablicy/
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.

Таблица 1. Основные диаметры отверстий под метрическую резьбу

Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Ознакомиться с положениями ГОСТ, регламентирующими нарезание метрической резьбы, можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры
Скачать
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.

Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Источник: http://met-all.org/obrabotka/prochie/diametr-sverla-pod-rezbu-metricheskuyu-tablitsa-razmerov.html
Как подобрать сверла под метчики UNC/UNF

Дюймовая цилиндрическая резьба UNC (крупная) и UNF (мелкая) менее распространена в России, профиль ее аналогичен метрической 60°, но размер считается в дюймах.
Таблица диаметров отверстий под наиболее распространенную американскую резьбу UNC/UNF:
| Дюймовая резьба UNC | |||
|
Резьба х Ниток на дюйм |
Диаметр сверла, мм |
Резьба х Ниток на дюйм |
Диаметр сверла, мм |
|
1/4х20 |
5.1 |
7/8х9 |
19.5 |
|
5/16х18 |
6.5 |
1х8 |
22.25 |
|
3/8х16 |
8 |
1 1/8х7 |
25 |
|
7/16х14 |
9.4 |
1 1/4х7 |
28.25 |
|
1/2х13 |
10.8 |
1 3/8х6 |
30.75 |
|
9/16х12 |
12.2 |
1 1/2х6 |
34 |
|
5/8х11 |
13.6 |
1 3/4х5 |
39.5 |
|
3/4х10 |
16.5 |
2х4 |
45 |
пп
| Дюймовая мелкая резьба UNF | |||
|
Резьба х ниток на дюйм |
⌀ сверла, мм |
Резьба х ниток на дюйм |
⌀ сверла, мм |
|
1/4х28 |
5.5 |
3/4х16 |
17.5 |
|
5/16х24 |
6.9 |
7/8х14 |
20.5 |
|
3/8х24 |
8.5 |
1х12 |
23.25 |
|
7/16х20 |
9.9 |
1 1/8х12 |
26.5 |
|
1/2х20 |
11.5 |
1 1/4х12 |
29.75 |
|
9/16х18 |
12.9 |
1 3/8х12 |
33 |
|
5/8х18 |
14.5 |
1 1/2х12 |
36 |
Конец таблицы
Источник: http://cncmagazine.ru/polezno-znat/kak-pravilno-podobrat-sverlo-pod-rezbu-dlya-metchikov-tablicy-diametrov-i-rekomendacii/
Диаметры сверл под метрическую (M) резьбу
вернуться
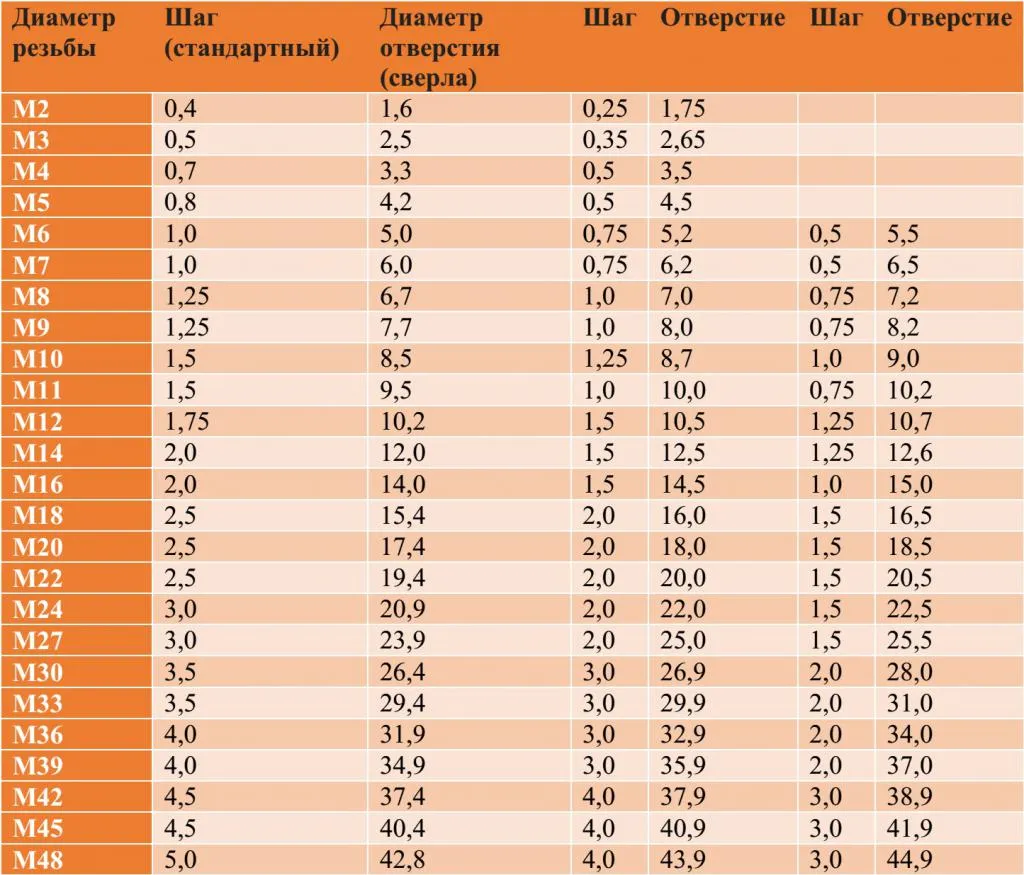
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготавливаться не по номинальному диаметру резьбы, а несколько ниже него. Рекомендуемые значения диаметров отверстий и стержней приведены ниже.
| D резьбы | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 8.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
Поиск
Источник: http://amstool.ru/otv_rezba
Источник: http://stankidarom.ru/tsvetnye-metally/diametr-sverla-pod-rezbu-tablitsa-razmerov-po-gost.html
Таблица диаметров прута для наружной резьбы
При работе в наружной резьбой ситуация очень похожая — част металла выдавливается, а не срезается. Потому диаметр прута или трубы, на который наносится резьба, должен быть немного меньше. Насколько точно — смотрите в таблице ниже.
| Диаметр резьбы, мм | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Диаметр стержня, мм | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
Источник: http://stroychik.ru/tools/narezka-rezby
Таблица подбора сверла под метчик с учетом его диаметров
Обратите внимание, она также учитывает шаг, чтобы насечку можно было сделать как мелкой, так и крупной.
|
Сверло |
Шаг |
Окружность |
Спираль |
|
|
Мелкий |
Крупный |
|||
|
мм |
||||
|
1,6 |
0,25 |
0,4 |
1,75 |
2 |
|
5 |
0,5 |
1 |
5,5 |
6 |
|
8,5 |
0,5 |
1,5 |
9,5 |
10 |
|
12 |
0,5 |
2 |
13,5 |
14 |
|
15,4 |
0,5 |
2,5 |
17,5 |
18 |
|
19,4 |
0,5 |
2,5 |
21,5 |
22 |
|
26,4 |
0,75 |
3,5 |
29,2 |
30 |
|
31,9 |
1 |
4 |
35 |
36 |
|
37,4 |
1 |
4,5 |
41 |
42 |
|
42,8 |
1 |
5 |
47 |
48 |
Источник: http://rocta.ru/info/sverla-pod-rezbu-tablicy-dlya-narezaniya-i-metchikov-razmery-i-diametry-po-gost/
Дедовский способ: как подобрать сверло под метчик
Доброго дня, дорогие читатели!
Не знаю, приходилось ли вам сталкиваться с таким инструментом, как метчик. Но, если работаете с крепежом, то рано или поздно вы столкнетесь с этим. Даже если вы не строитель, вы можете ощутить полезность этого инструмента.
Итак, спросим у Википедии: что такое метчик?
Метчѝк — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки.
То есть, удобство в том, что можно просверлить отверстие в металле и нарезать там резьбу, чтобы потом можно было вкручивать резьбовой крепеж.
Комплект метчиков 1 и 2 номер (фото взято с сайта: maxidom.ru)
В ЧЕМ СЛОЖНОСТЬ?
Однако, хоть метчики и прочные, но они не предназначены для того, чтобы делать отверстие. Поэтому сначала необходимо проделать отверстие. И тут сложность состоит в том, что важно не ошибиться в диаметре сверла.
Сделаете отверстие больше — резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше — запорите метчик. И это еще не все.
Шаг резьбы на метчиках бывает разный, соответственно под каждый шаг будет свой диаметр сверла.
Постоянно носить с собой таблицу, в которой указаны нужные диаметры сверл, тоже не всегда удобно. Поэтому предлагаю вам дедовский способ как подобрать сверло под метчик!
ДЕДОВСКИЙ СПОСОБ
Для больше понятливости разберем сразу на примере:
- Вот вы приобрели болты с основным метрическим шагом М8. Шаг у них: 1,25.
- Теперь необходимо взять метчик 8*1,25.
- Отнимает второе значение от первого: 8-1,25. Получается 6,75.
- Но сверла на 6,75 не бывает, поэтому округляем полмиллиметра в большую сторону. Получается 6,8.
- Выходит, что чтобы успешно нарезать резьбу под 8*1,25, необходимо использоваться сверло 6,8 мм.
Все донельзя просто!
Набор метчиков и плашек (фото взято с сайта: vavilon-s.com)
Если вам понравилась статья, то ставьте лайки! А тем, кто еще не подписан на канал, рекомендую подписаться, ведь впереди еще много полезной информации!
Успехов вам в нарезании резьбы!
Источник: https://zen.yandex.ru/media/id/5a631bd49d5cb3fd7d9b66bf/5afd0b253dceb7fc69140bd6
Источник: http://stankidarom.ru/tsvetnye-metally/diametr-sverla-pod-rezbu-tablitsa-razmerov-po-gost.html
Размеры метрические и дюймовые
Эти знания понадобятся, если вам предстоит работать не только с отечественной маркировкой, но и с зарубежной.
| Окружность спирали в дюймах | Сечение сверла в мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,25 | 39,2 |
| 1,75 | 41,6 |
| 1,5 | 45 |
Источники
- http://met-all.org/obrabotka/prochie/diametr-sverla-pod-rezbu-metricheskuyu-tablitsa-razmerov.html
- https://www.rocta.ru/info/sverla-pod-rezbu-tablicy-dlya-narezaniya-i-metchikov-razmery-i-diametry-po-gost/
- https://stroychik.ru/tools/narezka-rezby
- https://metmastanki.ru/diametr-sverla-pod-rezbu-tablica
- https://WikiMetall.ru/oborudovanie/diametr-sverla-pod-rezbu.html
- https://mekkain.ru/stati/diametr-otverstiya-pod-metricheskuyu-rezbu.html
Источник: http://ipmet.ru/diametr-otverstiya-pod-metricheskuyu-rezbu-s-pomoshhyu-tablicy-i-bez/
Как выбрать диаметр сверла под резьбу?
Для выбора диаметра сверла под резьбу необходимо учитывать несколько факторов:
-
Размер резьбы: диаметр сверла должен соответствовать диаметру резьбы, которую вы планируете нарезать.
-
Материал, из которого изготовлено изделие: различные материалы требуют использования сверл разных диаметров. Например, для мягких материалов, таких как дерево или пластик, можно использовать сверла меньшего диаметра, а для твердых материалов, таких как металл, нужны сверла большего диаметра.
-
Глубина резьбы: длина сверла должна быть достаточной для нарезания резьбы на нужную глубину.
-
Назначение резьбы: если резьба предназначена для крепления деталей, то необходимо учитывать силу крепления, которую нужно обеспечить. Для этого может потребоваться использование более крупного сверла.
-
Вид резьбы: для нарезания разных типов резьбы могут потребоваться сверла разных диаметров. Например, для метрической резьбы используются сверла соответствующего диаметра, а для дюймовой резьбы – сверла с дюймовыми размерами.
При выборе диаметра сверла под резьбу рекомендуется обращаться к справочным таблицам, которые содержат информацию о соответствии диаметра сверла и диаметра резьбы для различных типов резьбы и материалов. Важно также учитывать индивидуальные особенности каждой конкретной задачи.
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.